Da wir die Fräsarbeiten auf den Maschinen in unserer
Hochschule durchführen wollten, mussten wir auch das Programm für die Steuerung
der Fräsmaschine selber erstellen. Dazu haben wir im Fertigungsmodul unserer
CAD-Anlage geeignete Fräsbearbeitungen definiert:
Schruppen mit einem Schaftfräser
Schlichten mit einem Kugelfräser
Wir haben die Platten mit sehr geringen
Zustellungen und Vorschüben bei hohen Spindeldrehzahlen gefräst. Dadurch
sind sowohl die Werkzeug- und Werkstückbelastung, als auch der
Wärmeeintrag in die Platte sehr gering.
Die in der Simulation gezeigte Fräsvobereitung wird normalerweise von
der Firma durchgeführt, die die Fräsarbeiten ausführt. In der Regel
reicht es, einer entsprechenden Firma einen digitalen Datensatz (Step,
IGES) der Klangplatte und die Genauigkeitsanforderungen zu geben.
Qualifiziert Firmen gibt es zumindest in Deutschland in großer Anzahl
auch meist in unmittelbarer Nähe.
Wir haben bei unserer Ausarbeitung für die Studierenden verschiedene
Frässtrategien ausprobiert, wobei sich die Vor und Rückbewegung quer zur
Platte als am geeignetsten, da schnellsten herausgestellt hat.
Vor dem Eloxieren haben wir die kleinen Grate entlang der Frässpuren
ganz leicht mit einem Bandschleifer entfernt. Die anschließenden
Kontrolle der Frequenzen brachte eine hervorragende Übereinstimmung mit
den zuvor simulierten Werten.
Da wir uns anfangs bezüglich der Qualität unserer
Simulation nicht sicher waren haben wir bei den Fräsprozessen an den
Stimmpunkten ein Aufmaß zur rechnerischen Zielgeometrie von 0,2 mm gehalten.
Diese mussten wir dann nach dem Eloxieren beim Feinstimmen wieder weg arbeiten.
Beim nächsten Plattensatz wird auf dieses Aufmaß verzichtet.
Unterschätzt hatten wir die Problematik, Bohrungen für
die Schnüre zu erstellen. Leider stand uns keine 5-Achs-Fräsmaschine für
die Bearbeitung zur Verfügung. Daher haben wir die Bohrungen von Hand auf einer
normalen Ständerbohrmaschine erzeugt. In den meisten Fällen ist das recht
ordentlich geworden, aber in einigen Fällen auch nicht. Unpräszise Bohrwinkel
führen zu Verspannungen der Schnur. Das behindert die Platte bei der freien
Schwingung und reduziert somit die Ausklingdauer der Platte.
Wenn man die gesamten Fräsarbeiten einschließlich der
Bohrungen nicht mit einer 5-Achsfräsmaschine durchführen kann ist folgende
Vorgehensweise zu empfehlen:
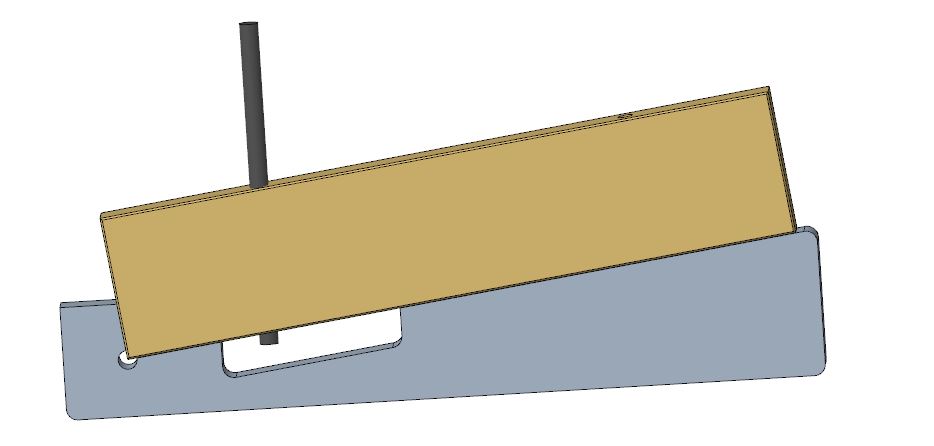
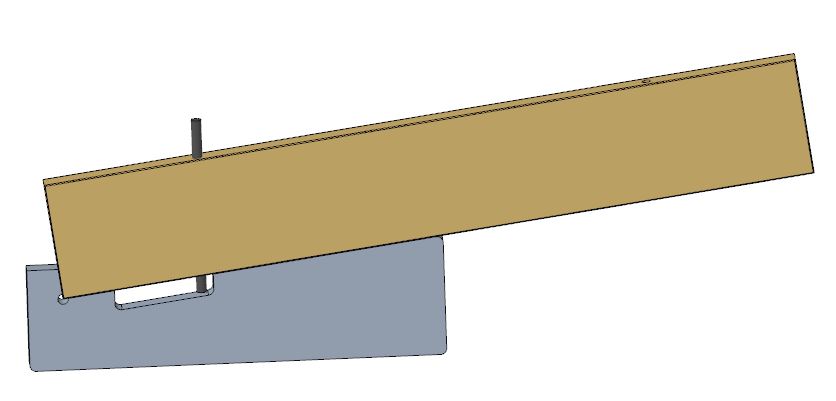
Da es bei einem Vibraphon nur zwei Winkel gibt,
unter denen die Bohrungen zu setzen sind, ist je Winkel eine einfache
Platten als Ausrichthilfe zu empfehlen. Diese Ausrichtplatten sollten dünner
als die Klangplatten sein, damit der Schraubstock die Klangplatten spannt.
Die Schnurbohrungen sollten vor dem Einbringen der
Stimmgeometrie (Fräsarbeiten auf der Unterseite) eingebracht werden.
Vor dem Bohren sollte zunächst mit einem kurz
eignespannten Zentrierwerkzeug ein Bohransatz erstellt werden, da das
Ansetzten eines Bohrers schräg zur Bohroberfläche immer kritisch ist,
besonders, wenn man bei den breiten Platten einen längeren Bohrer benötigt.